Introduction
In the world of industrial modeling, moulage par injection de plastique has become a cornerstone technology, enabling manufacturers to produce large volumes of consistent, high-precision parts. Within the first 100 words, the term moulage par injection de plastique is emphasized, as it underpins everything from prototype development to end-use components. By melting thermoplastic pellets and injecting them into custom-designed molds, this process can yield complex geometries and surface finishes that meet demanding industrial requirements. Throughout this article, we will explore the characteristics, benefits, and applications of moulage par injection de plastique within the industrial modeling landscape, offering readers valuable insights to guide their manufacturing decisions.
Overview of Plastic Injection Molding
Definition and Process Steps
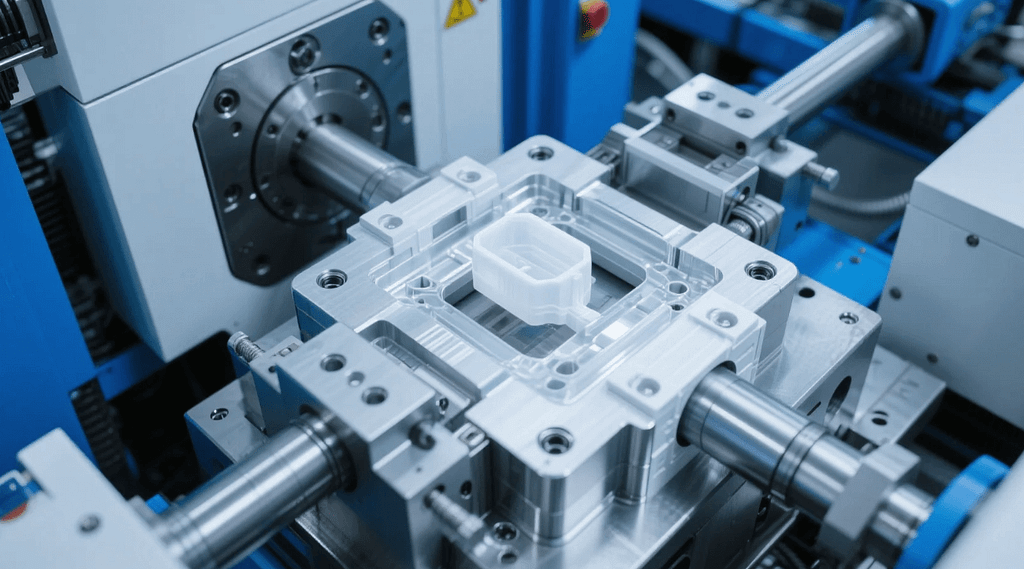
Plastic injection molding is a manufacturing process in which molten plastic—typically in pellet form—is heated above its melting point, injected at high pressure into a mold cavity, and then cooled to solidify into the final shape. The process consists of four main stages:
- Clamping: The mold is securely closed under high pressure to prevent any plastic leakage.
- Injection: Molten plastic is forced into the mold through a runner system. This injection must be fast enough to fill all mold cavities before the plastic cools.
- Cooling: Once the mold is filled, the plastic inside cools and solidifies, adopting the exact geometry of the cavity. Cooling time depends on material properties and part thickness.
- Ejection: After the part is sufficiently hardened, the mold opens and ejector pins push the solidified part out for post-processing or quality inspection.
By repeating this cycle—known as the “molding cycle”—manufacturers can produce thousands of identical parts with minimal variation.

Materials Used
Various materials can be processed via moulage par injection de plastique, but the most common are thermoplastics. Key categories include:
- Polypropylene (PP): Known for chemical resistance and cost-effectiveness; used in basic industrial fixtures.
- Acrylonitrile Butadiene Styrene (ABS): Offers good impact resistance and surface finish, preferred for visible prototypes.
- Polycarbonate (PC): High strength and heat resistance, ideal for functional models exposed to elevated temperatures.
- Nylon (Polyamide): Exhibits excellent mechanical properties, often used in moving parts or industrial gears.
- Polyethylene (PE) and Polyethylene Terephthalate (PET): Utilized where moisture resistance and durability are essential.
Thermosets—such as phenolics—can also be injection molded, although they require different processing conditions (e.g., longer cure times). Material choice is determined by the part’s functional requirements, including mechanical load, heat exposure, and chemical contact.
Key Features of Plastic Injection Molding
High Precision and Repeatability
One of the most compelling attributes of moulage par injection de plastique is its ability to deliver tight tolerances and consistent part dimensions. Industrial models often demand precise fits—such as jigs or alignment fixtures—which can be manufactured repeatedly within ±0.05 mm variation. Automated mold temperature control and precise injection parameters (pressure, screw speed) ensure that part-to-part variation remains minimal. Furthermore, multi-cavity molds enable simultaneous production of identical parts, each one matching the geometric specifications required by engineers and end users.
Material Versatility
Given the extensive material selection available for moulage par injection de plastique, industrial modelers can tailor properties to specific applications. For instance, a demonstration model may prioritize surface finish and color over rigidity, making ABS or PP suitable. Conversely, a functional prototype intended for mechanical testing may require PC or nylon to withstand repeated stress without deformation. Additionally, specialty grades—such as flame-retardant polyamides or UV-stabilized polyethylenes—extend application possibilities into electrical enclosures and outdoor equipment housings.
Efficiency and Cost-Effectiveness
Once an injection mold is fabricated—a significant upfront investment—each subsequent part can be produced in as little as 10–30 seconds, depending on part size and cooling requirements. This rapid cycle time results in a low per-unit cost when volumes exceed a few thousand pieces. Moreover, automation options—such as robotic part removal and inline inspection—further reduce labor costs and minimize cycle times. By amortizing the mold cost across large production runs, moulage par injection de plastique becomes more economical than CNC machining or additive manufacturing for mid- to high-volume orders.
Surface Finish and Aesthetic Options
Surface finish directly impacts both aesthetics and functionality, especially in industrial models used for customer demonstrations or trade shows. Molds can be polished to mirror finishes, textured to hide minor imperfections, or engraved with logos, part numbers, and alignment marks. Through post-molding processes—such as painting, pad printing, or laser etching—additional customization is achievable. Importantly, pigment masterbatches can be added to the resin, producing uniform color distribution throughout the part rather than relying solely on surface coatings.

Applications in Industrial Modeling
Prototyping and Functional Models
Plastic injection molding is not limited to final production parts; it also plays a vital role in prototyping. Although developing a mold for one-off prototypes can be costly, rapid tooling techniques—such as aluminum molds or soft tooling—reduce lead times and tooling expenses. These prototypes can be used to validate fit, form, and function before investing in hardened steel molds. For instance, an industrial equipment manufacturer might produce a dozen ultrasonic sensor housings in ABS to test assembly workflows, perform drop tests, and verify electrical interfaces.
End-Use Parts for Industrial Equipment
Once prototyping and validation are complete, the same process can scale up to produce thousands of parts for end-use applications. Examples include enclosures for control panels, gears for material handling systems, and trays for medical diagnostic instruments. Because moulage par injection de plastique ensures consistent mechanical properties and dimensional accuracy, these parts integrate seamlessly into larger assemblies, maintaining reliability under industrial operating conditions.
Custom Tooling and Fixtures
Industrial modeling often requires specialized jigs, fixtures, and alignment tools that facilitate assembly, welding, or machining operations. By leveraging moulage par injection de plastique, manufacturers can create durable fixtures—such as drill guides, sensing brackets, and mounting plates—tailored to unique production environments. Compared to machining these fixtures from metal, injection molded tools can be lighter, easier to handle, and resistant to corrosion and chemical exposure on the shop floor.
Complex Geometries and Detailed Components
Thanks to advances in mold design and additive hybrid tooling, moulage par injection de plastique can produce parts with intricate internal channels, undercuts, and thin walls—features that are challenging or costly to machine. For industrial models requiring internal fluid routing or cable management, molded-in channels save assembly steps and improve reliability. Additionally, slide cores and collapsible cores enable the creation of complex overhangs and hollow sections without compromising structural integrity.
Process Considerations for Industrial Models
Mold Design Principles
Designing an effective injection mold for industrial models requires attention to several key factors:
- Draft Angles: Walls perpendicular to the mold parting line must include a small draft (typically 1–2°) to allow smooth ejection without damaging the part.
- Undercuts: If a model demands overhangs or internal features, mold designers may incorporate side actions or lifters to accommodate these geometries. While adding complexity and cost, undercuts can significantly enhance part functionality.
- Gate Location and Type: The gate is the point where molten plastic enters the cavity. Gate placement affects flow balance, weld lines, and cosmetic appearance. For industrial models, a pin-point or hot-tip gate often minimizes waste and reduces gate vestiges.
- Cooling Channels: Proper cooling channel layouts ensure uniform part cooling, reducing warpage and cycle time. Cooling channel spacing and diameters are engineered to match the thermal conductivity of the chosen resin.
By adhering to these principles, mold makers—and ultimately molders—achieve high-quality, first-pass parts that meet tight tolerances.
Material Selection Criteria
When selecting a resin for industrial models, several factors must be weighed:
- Mechanical Properties: Tensile strength, elongation at break, and impact resistance influence whether a part can withstand load, vibration, or sudden impacts in an industrial environment.
- Thermal Resistance: Operating temperature ranges determine whether a resin such as PC (with heat deflection temperature above 130 °C) is necessary, or if a standard ABS (HD ~80 °C) is sufficient.
- Chemical Compatibility: Exposure to lubricants, cleaning agents, or hydraulic fluids may require chemically resistant materials like polypropylene or acetal (POM).
- Color and UV Stability: Outdoor or brightly lit environments benefit from UV-stabilized grades to prevent color fading or property degradation.
Balancing these criteria ensures that the final molded part performs reliably throughout its intended lifespan.
Production Planning and Cycle Time Optimization
Efficient cycle times hinge on optimized injection parameters and mold design. Key considerations include:
- Injection Speed and Pressure: Too low, and the mold may not fill completely; too high, and material shear or flash can occur. Process settings are typically dialed in via mold trials, where injection velocity and packing pressure are adjusted to achieve zero sink, minimal flash, and proper fill.
- Melt and Mold Temperature: Each thermoplastic has a recommended melt temperature range (e.g., 220–240 °C for ABS). Mold temperature is equally important; too cold, and the part may warp or exhibit burn marks; too hot, and cycle times increase. Temperature controllers maintain water or oil lines at precise setpoints to optimize cooling.
- Clamping Force: Adequate clamping force—often determined by part projected area and injection pressure—is required to keep the mold closed during high-pressure injection, preventing flash.
- Cycle Time Reduction Techniques: Conformal cooling channels (3D-printed channels within mold cores) accelerate cooling, while hot runner systems eliminate cold slug issues, thereby shortening cycle times.
By systematically refining these parameters, molders can minimize per-part cycle times, increasing throughput and lowering costs.
Contrôle de la qualité et inspection
Consistency is paramount in industrial applications. Therefore, quality control (QC) processes are integrated at multiple stages:
- First Article Inspection (FAI): The initial batch of molded parts is measured for critical dimensions, often using coordinate measuring machines (CMMs) to verify tolerances.
- In-Process Monitoring: Inline vision systems or robotic gaging may inspect each part for defects—such as flash, sink marks, or short shots—automatically rejecting non-conforming pieces.
- Statistical Process Control (SPC): Parameters like cavity pressure, melt viscosity (injection molding machines equipped with melt flow sensors), and cooling time are tracked over time. Trends indicating mold wear or material variation prompt maintenance or corrective action.
- Batch Testing: Randomly sampled parts undergo mechanical testing—such as tensile or impact tests—to ensure that the chosen material grade continues to meet specifications.
Through rigorous QC, manufacturers maintain high yields, reduce scrap rates, and deliver reliable components to end users.
Advantages Over Alternative Manufacturing Methods
Comparison with CNC Machining
While CNC machining offers rapid prototyping without mold costs, it has limitations:
- Material Waste: Machining subtracts material from solid blocks, resulting in higher scrap rates—often 60–70% of the original stock—compared to near-net shape molding.
- Complexity Constraints: Achieving intricate internal features or thin walls is challenging and time-consuming on a CNC mill, whereas moulage par injection de plastique can produce such geometries in a single shot.
- Per-Unit Cost at Scale: For volumes above a few hundred parts, the per-unit cost of machining exceeds that of injection molding due to longer cycle times and higher labor.
However, CNC machining remains viable for low volumes or for validating design changes before mold investment.
Comparison with 3D Printing
Additive manufacturing (AM) enables rapid design iterations without tooling costs but differs significantly:
- Mechanical Properties: Injection-molded parts typically have isotropic or near-isotropic properties, whereas 3D-printed parts (e.g., FDM or SLA) often exhibit anisotropy—requiring careful orientation to maximize strength.
- Surface Finish and Accuracy: Injection molding yields smoother surfaces (Ra < 0.5 μm) and tighter dimensions (±0.1 mm) than most AM processes, which may need additional post-processing.
- Production Speed: For low to medium volumes, 3D printing is slower—each part can take hours—while the same parts can be molded in seconds once the mold is made.
That said, AM excels at highly complex, low-volume prototypes or cases where a mold redesign is imminent, making moulage par injection de plastique more suitable for established designs in medium to high-volume production runs.
Comparison with Blow Molding and Compression Molding
- Blow Molding: Primarily used for hollow, thin-walled containers such as bottles. While blow molding can produce large hollow parts quickly, it lacks the precision and material versatility of moulage par injection de plastique for dense, load-bearing industrial components.
- Compression Molding: Often used with thermosets or elastomers, compression molding is slower (cycle times of 30+ seconds) and less precise, making it less ideal for tight-tolerance industrial parts. Injection molding, by contrast, can handle both thermoplastics and selected thermoset formulations—enabling faster cycles and finer detail.
En résumé, moulage par injection de plastique offers a unique combination of precision, repeatability, and material options that set it apart from other molding technologies for industrial model applications.
Environmental and Sustainability Aspects
Material Recyclability and Waste Reduction
One advantage of moulage par injection de plastique is the ability to reclaim and regrind sprues, runners, and defective parts into regrind pellets. These pellets—often constituting 10–20% of the total resin usage—are blended with virgin resin, reducing material waste. Additionally, thermoplastics like PP and PET are widely recyclable, allowing post-consumer or post-industrial scrap to reenter the manufacturing loop.
Energy Consumption and Efficiency
While the injection molding process consumes electrical energy to heat barrels and maintain mold temperatures, modern machines incorporate servo-driven hydraulic pumps and optimized barrel zones to minimize power draw. By shortening cycle times and maximizing mold yields, energy per part can be reduced significantly. For industrial model users, partnering with facilities that use energy-efficient machines yields both cost savings and a lower carbon footprint.
Industry Trends Towards Bio-Based Plastics
In response to sustainability imperatives, some molders are adopting bio-based resins—such as polylactic acid (PLA) or bio-polyethylene (bio-PE)—in their injection processes. Although bio-materials may have slightly different shrinkage or mechanical profiles, moulage par injection de plastique can often be adapted to accommodate these counter-culture resins, promoting a closed-loop manufacturing cycle and aligning with corporate environmental goals.
Future Trends in Plastic Injection Molding for Industrial Models
Automation and Industry 4.0 Integration
The next generation of injection molding facilities is embracing Industry 4.0 principles—connecting machines, molds, and robots via the Industrial Internet of Things (IIoT). In such setups, data from sensors on the injection molding machine (barrel temperature, injection pressure, melt viscosity) and the mold (cavity pressure, temperature) are streamed to analytics platforms. This real-time visibility enables predictive maintenance—identifying when a mold’s performance degrades—and process optimization—adjusting parameters on the fly to maintain consistent part quality.
Advances in Mold Materials and Surface Coatings
High-performance mold steels—such as P20, H13, or stainless variants—continue to evolve, offering improved thermal conductivity and wear resistance. Coupled with advanced surface coatings—like titanium nitride (TiN) or chromium nitride (CrN)—molds resist abrasion and corrosion, extending life cycles. These developments allow moulage par injection de plastique to meet tighter tolerances and deliver finer surface finishes for industrial models, even under high-pressure or abrasive resin conditions.
Hybrid Manufacturing Approaches
Hybrid manufacturing—combining injection molding with other techniques—expands application possibilities. Overmolding, where a soft thermoplastic elastomer is molded over a rigid plastic part (insert molding), creates integrated seals or grips in a single shot. Additionally, low-volume insert molding—where metal inserts or electronic components are placed in the mold before injection—produces fully assembled modules, reducing secondary assembly steps and improving reliability.
Conclusion
Throughout this article, we have explored how moulage par injection de plastique serves as a powerful, versatile solution for industrial modeling applications. By offering high precision, material flexibility, rapid cycle times, and scalable cost-effectiveness, the process meets the stringent demands of industrial equipment manufacturers, tooling suppliers, and prototyping centers. As sustainability and digital transformation shape the future of manufacturing, ongoing innovations—such as Industry 4.0 integration and bio-based resins—ensure that moulage par injection de plastique will remain central to industrial model production. For practitioners seeking durable, high-quality components, investing in well-designed molds and optimizing process parameters will continue to deliver both performance and economic benefits.
FAQ
Q1: What is the minimum viable order quantity for plastic injection molding?
A1: While traditional molds are often justified at volumes of 1,000+ parts, rapid tooling methods (aluminum molds or 3D-printed inserts) enable viable runs of 50–200 parts. These low-volume solutions bridge the gap between prototyping and full production.
Q2: How long does it take to create a mold for injection molding?
A2: Lead times vary based on mold complexity and material: simple single-cavity molds may be delivered in 4–6 weeks, whereas multi-cavity, highly polished molds can require 10–12 weeks. Expedited tooling services exist at additional cost.
Q3: Can injection molding produce undercuts or internal openings?
A3: Yes. Incorporating side-action slides, collapsible cores, or unscrewing mechanisms in the mold design allows the creation of undercuts, threads, and internal cavities. Although such features add complexity (and cost), they enable highly functional industrial models in a single molding step.
Q4: How are injection molded parts finished or decorated?
A4: Common finishing techniques include painting, pad printing, laser engraving, and vacuum metallization. Additionally, pre-molded surface textures (achieved by texturing the mold cavity) eliminate the need for post-processing while delivering consistent aesthetic finishes.
Q5: What quality standards apply to injection molded industrial parts?
A5: Tolerance and inspection requirements often adhere to ISO 2768 (general tolerances) or ASME Y14.5 (GD&T). For critical applications—such as medical device enclosures embedded in industrial models—ISO 13485 compliance and regular in-process inspection (CMM, vision systems) ensure that every batch meets exact specifications.